Answer First: What Should Indian Plants Specify in UHT or HTST Equipment?
Indian dairy and beverage plants should specify pasteurization equipment based on product type, required shelf life, LPH capacity, heating temperature, holding time, cooling load, automation, CIP design, heat recovery, and documentation. The right line is not simply the lowest-cost pasteurizer. It is the system that maintains product safety, throughput, and uptime at the lowest lifecycle cost.
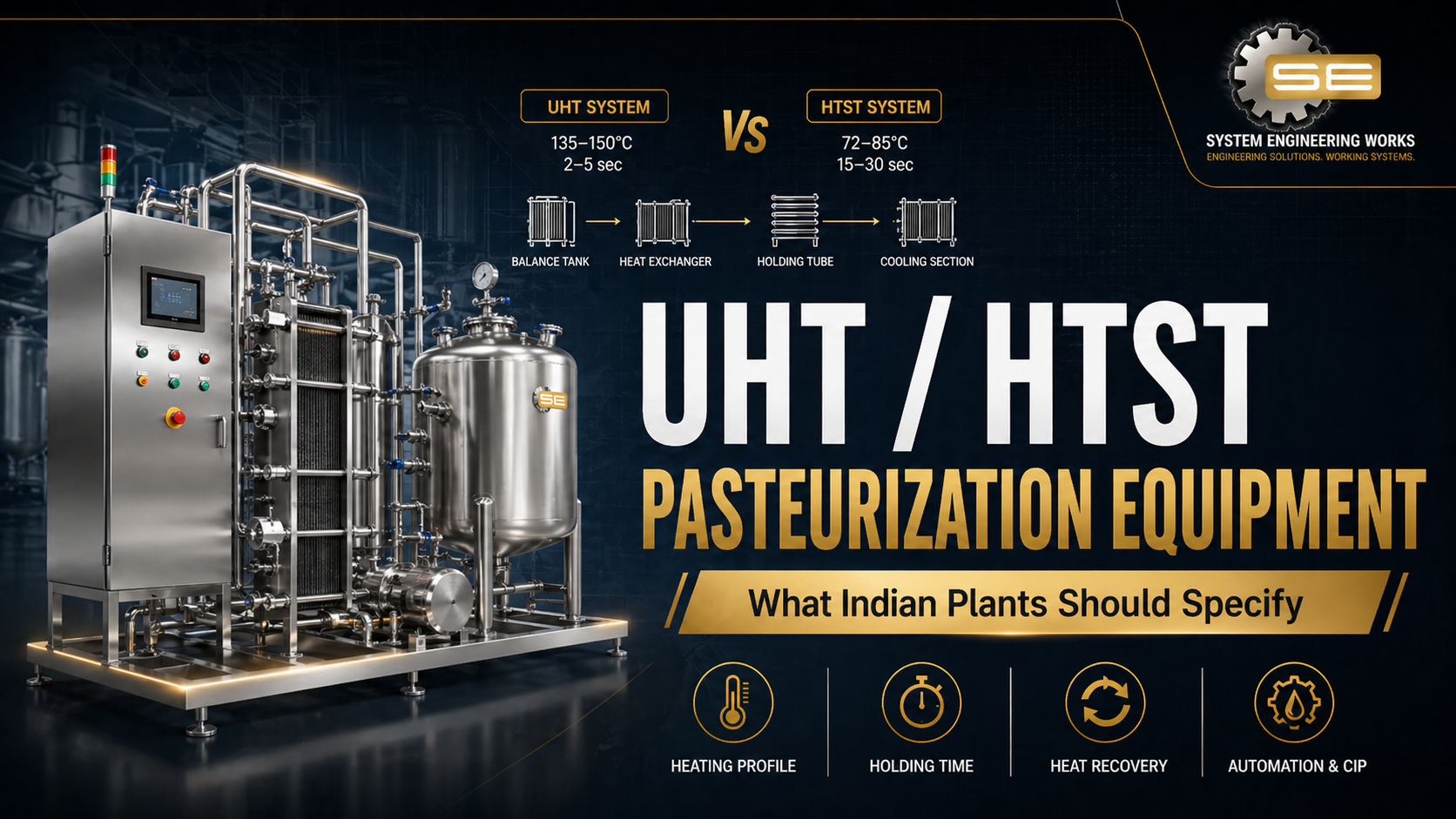
HTST vs UHT: Simple Difference
HTST pasteurization uses high temperature for a short time and is commonly used for pasteurized milk and dairy beverages that remain in the cold chain. UHT processing uses higher temperatures and requires stronger downstream control, often including aseptic handling, for extended shelf life.
| Parameter | HTST | UHT |
|---|---|---|
| Purpose | Pasteurized cold-chain product | Longer shelf-life product |
| Temperature | Lower than UHT | Higher thermal treatment |
| Downstream need | Cooling and hygienic packing | Aseptic or controlled sterile handling |
| Common users | Dairy plants, beverage plants | Large dairy and shelf-stable beverage plants |
Specification Checklist
- Product: milk, flavored milk, juice, dairy beverage, ice cream mix, or other liquid food.
- Capacity: required litres per hour and daily production window.
- Thermal profile: inlet temperature, pasteurization temperature, holding time, and outlet temperature.
- Heat exchanger: plate, tubular, or special design depending on viscosity and solids.
- Automation: temperature recording, flow diversion, alarms, and batch traceability.
- CIP: cleanability, chemical compatibility, drainability, and validation access.
Lifecycle Cost Is Bigger Than Purchase Price
Steam, chilled water, electricity, cleaning chemicals, downtime, and maintenance define the real cost. A line with better heat recovery and service access may cost more upfront but save money every production day.
Request a Quote from SEW with product type, capacity, target shelf life, and utility availability.


