How Ice Cream Is Manufactured: Step-by-Step Process for Dairy Plants in India
The creamy, delightful taste of ice cream brings joy to millions across India, yet few understand the sophisticated manufacturing process behind this beloved frozen treat. Whether you're an entrepreneur planning to set up an ice cream plant in Maharashtra, Gujarat, or Tamil Nadu or anywhere, or a dairy processing professional seeking deeper technical knowledge, this comprehensive guide reveals every stage of how ice cream is manufactured, from raw milk reception to the final packaged product ready for market distribution.

India's ice cream industry continues its remarkable growth trajectory, with production hubs in Nashik, Pune, Mumbai, Ahmedabad, and Coimbatore leading in capacity and technological innovation. Understanding the ice cream manufacturing process enables plant owners to optimize operations, make informed equipment investments, and ensure consistent product quality that meets both regulatory standards and consumer expectations.
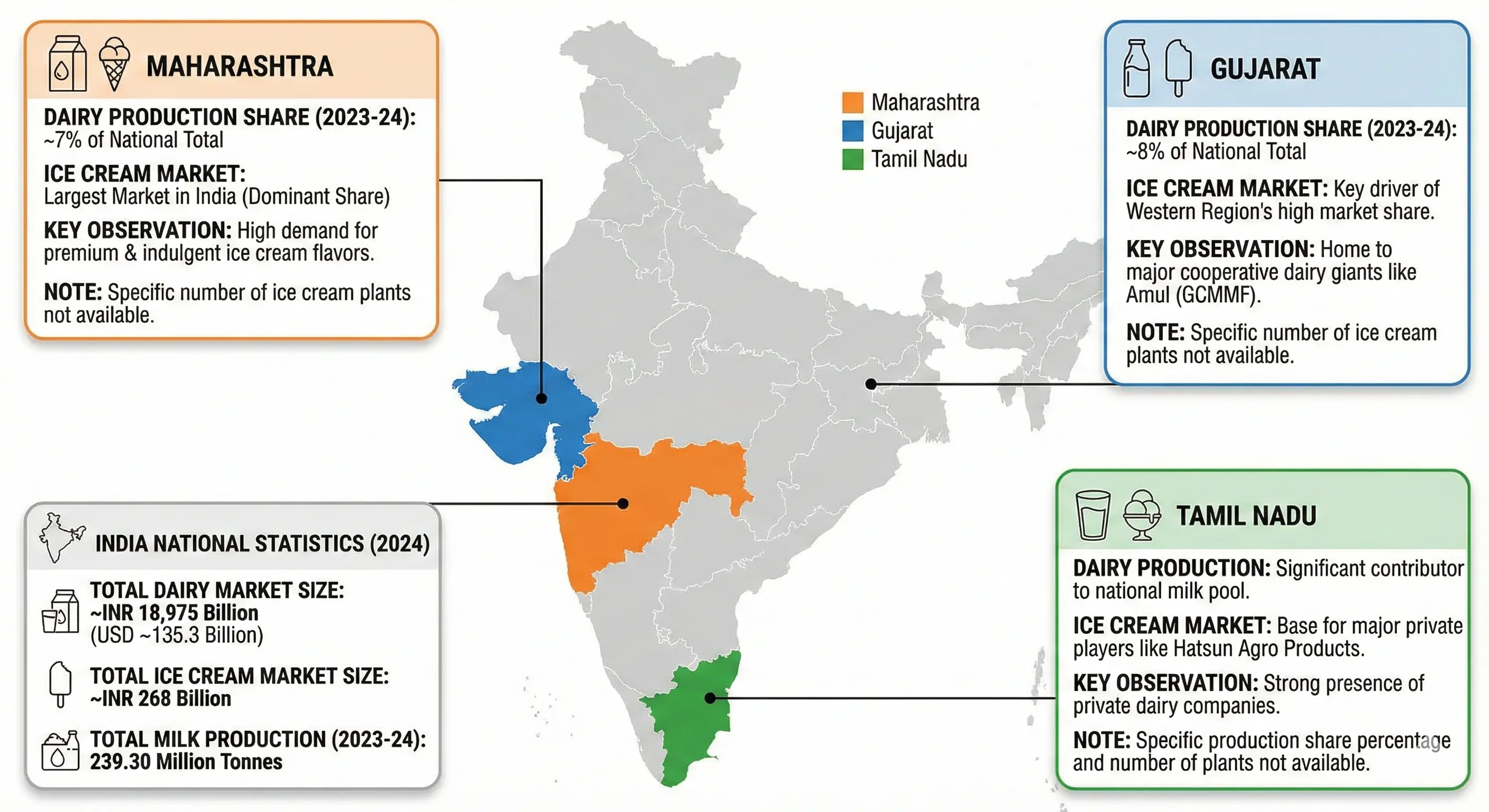
Why Maharashtra, Gujarat, and Tamil Nadu Dominate Ice Cream Manufacturing
These three states have emerged as powerhouses in dairy processing, creating ideal ecosystems for ice cream production that combine multiple competitive advantages. Maharashtra's ice cream plants, particularly in the Pune and Nashik MIDC zones and Greater Mumbai industrial areas, benefit from robust dairy infrastructure, proximity to major consumption markets, and established cold chain networks.
Gujarat's strength lies in its legendary dairy cooperative system and entrepreneurial culture. Cities like Ahmedabad, Rajkot, and Vadodara host numerous ice cream plant machinery manufacturers and installation specialists. Tamil Nadu excels through technical expertise and a thriving food processing sector, with Coimbatore and Chennai housing established dairy equipment manufacturers specializing in ice cream production technology.
The convergence of abundant raw material availability, skilled technical labor, reliable power infrastructure, and immediate market access makes these regions particularly attractive for both small-scale ice cream manufacturing units processing 100-200 liters per hour and large automated plants capable of handling thousands of liters daily. Growing middle-class affluence and increasing consumption of premium ice cream products across urban and semi-urban markets fuel demand, presenting significant opportunities for new entrants and expansion projects.
Raw Milk Reception and Standardization: The Foundation of Quality
The ice cream manufacturing process begins with receiving fresh, quality-tested milk at the dairy plant's reception area. Upon arrival, milk undergoes rigorous quality checks, including fat content analysis through Gerber or automated methods, total solids measurement, microbial testing for bacterial count, acidity testing, and sensory evaluation for off-flavors or contamination. These parameters directly impact the final product's texture, taste, and shelf stability.
Standardization represents the critical process of adjusting milk's fat and solids-not-fat content to meet specific recipe requirements. Premium ice cream typically requires twelve to sixteen percent fat content, dramatically higher than the three to four percent found in regular milk. Plants achieve this standardization by adding cream, milk powder, condensed milk, or other dairy ingredients in precisely calculated proportions.
According to FSSAI regulations, ice cream must contain a minimum of 10.0 percent milk fat and 36.0 percent total solids, along with 3.5 percent protein. Products falling below these thresholds must be labeled as frozen desserts a critical distinction affecting pricing, market positioning, and consumer perception.
The key difference between ice cream and frozen dessert lies in the fat source: ice cream uses milk fat exclusively, while frozen desserts use vegetable oils or fats, making them more cost-effective to produce. This distinction matters significantly for manufacturers deciding their product strategy and target market segments.
Regional sourcing patterns vary considerably. Maharashtra plants often source milk from the Kolhapur, Satara, and Ahmednagar districts, known for high-quality dairy production. Gujarat facilities tap into the extensive Amul cooperative network and local dairy societies. Tamil Nadu manufacturers typically procure from Erode, Salem, and surrounding dairy-rich districts. Understanding these supply chain dynamics helps optimize logistics costs and ensure consistent raw material quality throughout the year.

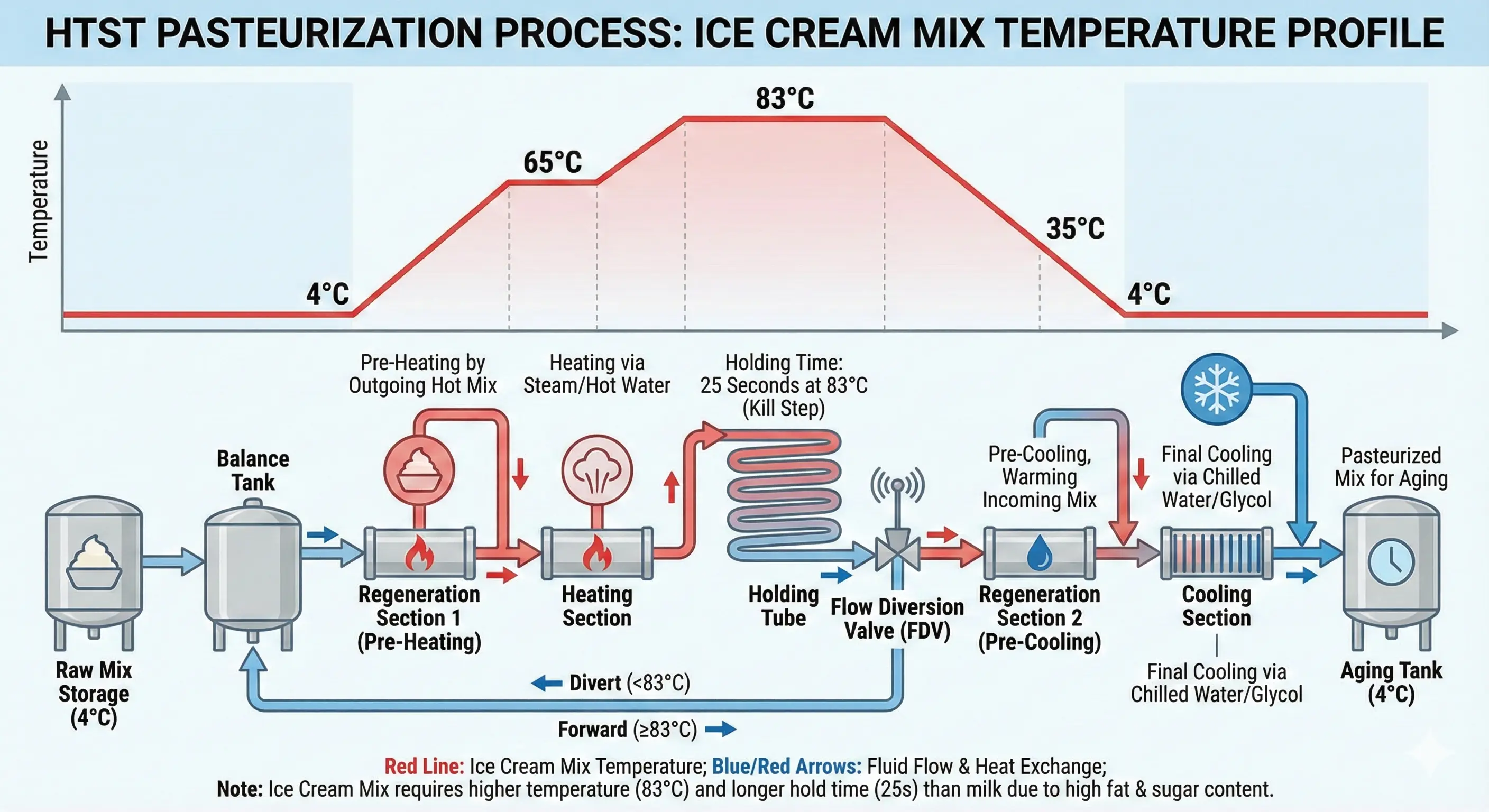
Pasteurization Process: Ensuring Safety and Extending Shelf Life
Pasteurization eliminates pathogenic microorganisms while preserving nutritional and sensory qualities of the ice cream mix. For ice cream mix, pasteurization requires heating to at least 69°C for not less than 30 minutes in batch systems or at least 80°C for not less than 25 seconds in continuous HTST systems.
Most modern ice cream plants in Pune, Nashik, and across Gujarat prefer the High Temperature Short Time method using plate heat exchangers. HTST systems are equipped with heating sections, cooling sections, and regeneration sections, offering efficient heat transfer, easy cleaning, and a compact footprint. These features prove essential for space-constrained facilities in industrial areas like Mumbai's Thane-Belapur belt or Ahmedabad's manufacturing estates.
The pasteurization temperature-time combination requires careful calibration based on mix composition, particularly total solids content and sugar concentration. High pasteurization for ice cream involves rapidly heating the mixture to 78-85°C and stabilizing for around 5-20 seconds, then cooling to 4°C.
Advanced plants incorporate automated temperature recording and control systems that maintain process consistency while generating documentation required for FSSAI compliance audits. The pasteurization process also denatures proteins, contributing to a smooth body and texture in finished ice cream.
For plant owners evaluating ice cream manufacturing machines, investing in quality pasteurization equipment with precise temperature control and automated cleaning-in-place systems delivers returns through reduced labor costs, minimized downtime, and consistent product quality. The choice between plate and tubular heat exchangers depends on production scale and mix viscosity; plants processing over 1,000 liters per hour typically find plate heat exchangers more economical.
Building or upgrading an ice cream production line?
SEW supports dairy plants with process-focused equipment planning for consistent product quality and throughput.
Get Equipment Specs & Quote → | Call +91 8007865449
Homogenization: Creating Smooth, Uniform Texture
Immediately after pasteurization, while still hot, the ice cream mix passes through a homogenizer. Standard ice cream mix (8-12% milkfat) should be homogenized with the second stage set at 500 psi and the first stage at 2,500 psi, commonly specified as 2,000/500 psi homogenization. This mechanical process breaks down fat globules into microscopic particles, typically reducing their size to less than 1 micron.
Homogenization takes place at the pasteurization temperature of 69°C (155°F), as the higher temperature produces more efficient breaking up of fat globules at any given pressure. The result is a stable, uniform emulsion that prevents cream separation and delivers the smooth, creamy mouthfeel consumers expect.
Homogenization serves multiple purposes beyond texture improvement. It enhances mix viscosity, which is crucial during freezing; increases fat globule surface area, allowing better interaction with stabilizers and emulsifiers; contributes to superior air incorporation during freezing; and improves resistance to heat shock during storage and distribution.
Pressure settings require careful optimization based on mix composition and desired product characteristics. Premium ice cream formulations with higher fat content typically require slightly lower homogenization pressures compared to frozen dessert formulations. Plants manufacturing multiple product lines often install two-stage homogenizers offering flexibility in pressure settings, accommodating everything from standard ice cream to low-fat and sugar-free variants.
For entrepreneurs exploring ice cream plant setup in regions like Coimbatore or Nashik, understanding homogenization's impact on product quality helps specify the right equipment during procurement. Many dairy equipment manufacturers in Maharashtra and Tamil Nadu offer homogenizers as part of integrated processing systems, ensuring compatibility with upstream and downstream equipment.
Ageing Process: Developing Flavor and Improving Texture
After homogenization, the ice cream mix enters ageing tanks where it rests at 4-6°C for minimum four hours, though many premium manufacturers extend this to twelve or twenty-four hours. During ageing, several transformative processes occur that significantly enhance final product quality.
Fat crystallization represents the most critical change during ageing. Milk fat transitions from liquid to partially crystallized form, creating a network that will support air cells during freezing. This crystallization process directly affects ice cream's body, texture, and resistance to melting. Simultaneously, hydrocolloid stabilizers fully hydrate and swell, increasing mix viscosity and water-binding capacity, which prevents large ice crystal growth during storage.
Protein hydration also progresses during ageing, contributing to improved emulsion stability and smoother texture. The extended rest period allows flavoring compounds to fully develop and integrate, resulting in more pronounced and balanced taste profiles. Plants producing premium artisanal ice cream varieties typically implement longer ageing times to maximize these benefits.
Ageing tank capacity must be carefully calculated based on production schedules and processing capacity. A plant operating a 1,000 liter per hour continuous freezer typically requires ageing tank capacity equivalent to at least 8-12 hours of production, ensuring continuous operation without interruption. Manufacturers in Mumbai and Pune industrial areas, where real estate comes at premium prices, often specify vertical cylindrical tanks with conical bottoms to maximize storage capacity while minimizing floor space requirements.
Modern ageing tanks feature glycol jacket cooling systems, temperature monitoring sensors, and agitation systems that maintain uniform temperature throughout the aging period. These features ensure consistent batch quality and simplify production scheduling.
Freezing and Air Incorporation: Transforming Liquid to Frozen Delight
The freezing stage represents the heart of ice cream manufacturing, where aged mix transforms into the semi-frozen product consumers recognize. Modern ice cream plants predominantly use continuous freezers offering superior consistency, higher production rates, and better overrun control compared to traditional batch freezers.
As mix enters the freezer barrel at approximately 4°C, it encounters refrigerated walls cooled to minus 35-40°C. Under high pressure, dasher blades scrape forming ice crystals from barrel walls while incorporating air into the freezing mix, with this dual action occurring within 30-60 seconds as product travels through the freezer barrel.
Overrun—the percentage of air incorporated into ice cream—critically affects product quality, yield, and profitability. Premium ice cream typically contains 25-45 percent overrun, creating dense, rich products, while economy segments might reach 80-100 percent overrun for lighter texture and extended volume. The continuous freezer's design allows precise overrun control through adjustments to beater speed, refrigeration capacity, and mix flow rate.
Product exits the continuous freezer at minus 5 to minus 6°C with soft-serve consistency. At this stage, approximately fifty percent of water is frozen, with remaining liquid phase concentrated with sugars and salts that depress the freezing point. Plants in Gujarat and Tamil Nadu often prefer continuous freezers from established dairy equipment manufacturers who provide comprehensive after-sales support and spare parts availability—critical factors for minimizing production downtime.
Ice cream machine manufacturers in Pune and Ahmedabad offer various continuous freezer models ranging from 100 liters per hour for small operations to 5,000 liters per hour for large-scale production. Complete continuous freezer systems with compressors, motors, and drives range from approximately Rs. 10-16 lakhs depending on capacity and automation level.
Inclusion and Flavor Mixing: Adding Character and Variety
As soft frozen ice cream exits the continuous freezer, it passes through fruit feeders and inclusion dosing systems where chocolate chips, chopped nuts, cookie pieces, fruit variegates, and sauce swirls are precisely added. This stage allows manufacturers to create diverse product portfolios demanded by Indian consumers—from traditional kulfi and mango flavors to contemporary variants like Belgian chocolate and salted caramel.
Automation ensures consistency in inclusion distribution and dosing accuracy, preventing both product giveaway and customer complaints about insufficient add-ins. Modern systems use servo-controlled pumps and volumetric feeders that synchronize with main ice cream flow, maintaining precise ratios regardless of production speed variations.
Temperature management at this stage is critical. Soft ice cream must be cold enough to prevent inclusions from sinking or melting but warm enough to allow proper mixing without creating hard, icy chunks. Manufacturers producing premium variegated products often install specialized ripple pumps that create distinct flavor streams running through ice cream without complete mixing, delivering visual appeal and taste bursts consumers expect.
Plants in Maharashtra's Pune region, known for producing diverse artisanal ice cream varieties, have invested significantly in flexible inclusion systems handling everything from delicate fruit purees to chunky cookie pieces. This flexibility allows manufacturers to respond quickly to market trends and seasonal demands without major equipment modifications.
Hardening and Packaging: Preparing for Market Distribution
Filled ice cream containers immediately enter hardening tunnels or blast freezers operating at minus 35 to minus 40°C. This rapid hardening process freezes remaining water content, transforming soft product into firm ice cream consumers purchase. Hardening time varies from thirty minutes to four hours depending on package size—smaller cups and cones harden faster than family-size containers and bulk packs.
Rapid hardening is essential for product quality. Fast freezing produces small ice crystals consumers perceive as smooth and creamy, while slow freezing creates large crystals resulting in coarse, icy texture. The temperature drop from minus 6°C at filling to minus 20°C or colder in hardened state requires significant refrigeration capacity, making hardening tunnels a major capital investment and ongoing operational cost.
Packaging formats vary widely based on market segments and distribution channels. Individual cups and cones dominate impulse purchase markets, while take-home family packs use rectangular containers or round tubs. Manufacturers serving institutional customers like restaurants and banquet halls produce bulk containers ranging from two to twenty liters. Each format requires specific filling equipment, from volumetric cup fillers to semi-automatic or fully automatic packaging lines.
Ice cream plants in Mumbai and other major metros increasingly invest in automated packaging solutions that reduce labor dependency, improve hygiene, and increase throughput. The choice between manual, semi-automatic, and fully automatic packaging depends on production volumes, labor costs, and capital availability—factors varying considerably between small ice cream manufacturing units and large corporate facilities.
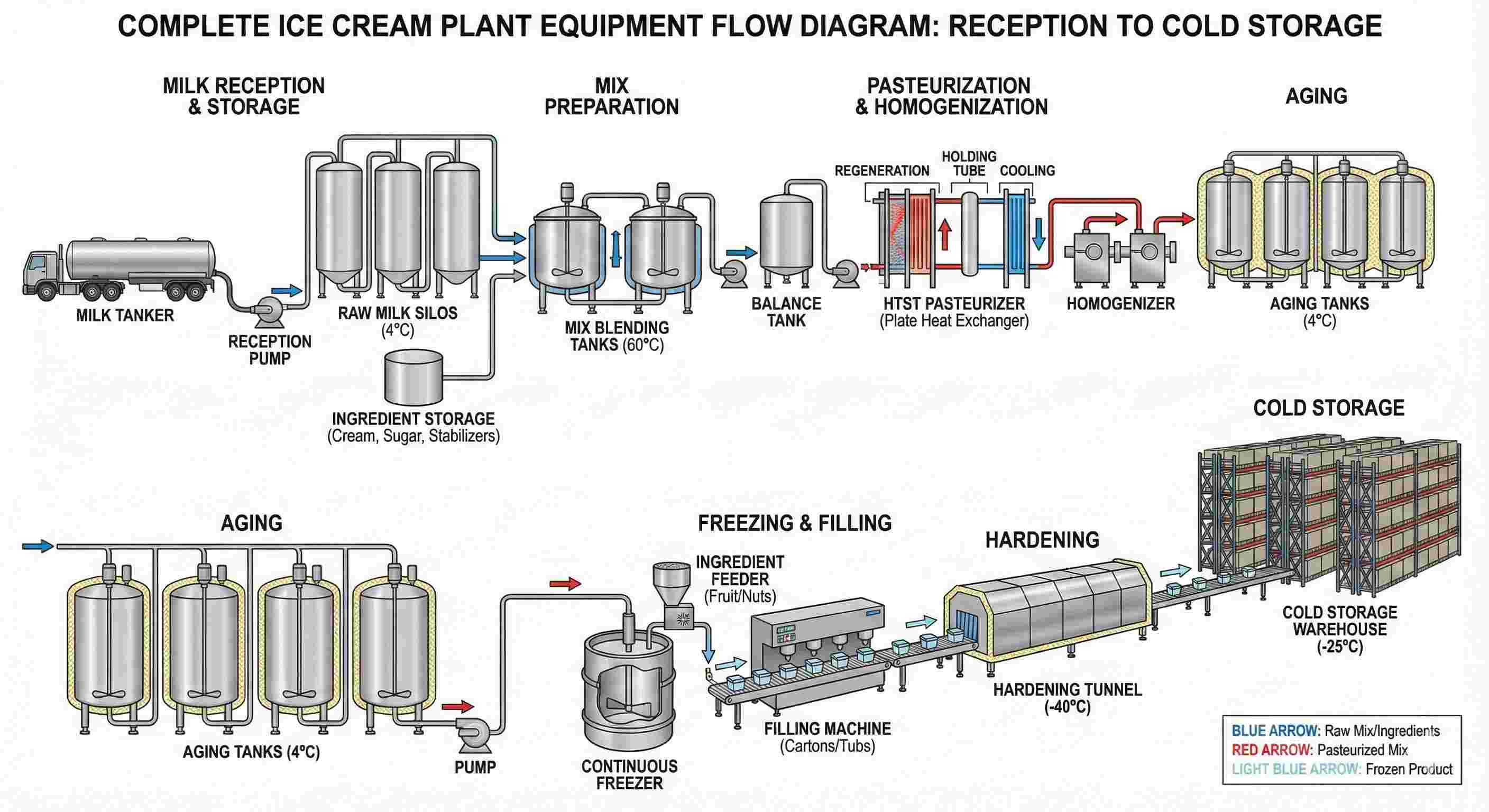
Machinery Required to Set Up an Ice Cream Plant
Establishing an ice cream manufacturing plant requires coordinated specialized equipment working in tandem. The core machinery lineup includes:
Essential Equipment:
- Pasteurizers for heat treatment and pathogen elimination
- Homogenizers for creating uniform fat emulsion texture
- Ageing tanks for mix maturation and flavor development
- Continuous freezers for actual ice cream production
- Filling machines for packaging finished products
- Hardening tunnels for rapid freezing to storage temperature
Supporting Equipment:
- Mix preparation tanks with high-shear agitators
- Ingredient dosing and weighing systems
- Refrigeration plants providing chilled water and glycol
- Compressed air systems powering pneumatic valves
- Cleaning-in-place (CIP) systems for sanitation
- Cold storage rooms for finished product inventory
Complete ice cream plant packages are available from manufacturers across India, with 200 liter per hour plants ranging from Rs. 8-11.5 lakhs, typically including ageing vats, continuous freezers, homogenizers, and pasteurizing equipment.
Regional demand patterns show interesting variations. Ice cream plant machinery in Pune sees strong demand from mid-sized manufacturers focusing on premium products, while Mumbai's market includes both small contract manufacturers and large corporate facilities requiring high-capacity automated systems. Gujarat, particularly Ahmedabad and Rajkot, hosts numerous first-time investors setting up small to medium capacity plants, creating steady demand for economical yet reliable equipment packages.
Tamil Nadu's Coimbatore region has emerged as a manufacturing hub for dairy processing equipment, with several local fabricators offering competitive pricing on ice cream plant machinery. This regional manufacturing presence provides advantages in faster delivery, easier customization, and readily available technical support—considerations that matter significantly during plant commissioning and early operational phases.
Cost Factors of Setting Up an Ice Cream Plant in India
Investment required to establish an ice cream manufacturing facility varies dramatically based on production capacity, automation level, product range, and location. Understanding these cost factors helps entrepreneurs develop realistic business plans and secure appropriate financing.
Machinery Costs by Capacity:
500 Liters Per Hour Plant:Basic machinery cost for small capacity plants ranges from Rs. 30-40 lakhs including all accessories, though total project costs with civil works and utilities can reach Rs. 50-75 lakhs.
1,000 Liters Per Hour Plant:Mid-scale operations typically require Rs. 80 lakhs to Rs. 1.5 crores for complete machinery packages including automated controls and moderate automation levels.
5,000+ Liters Per Hour Plant:Large fully automated facilities require Rs. 3.5-6 crores or more for comprehensive machinery, with total project costs potentially reaching Rs. 8-12 crores including infrastructure.
Additional Cost Components:
- Civil construction and building: 20-30% of machinery cost
- Refrigeration and cold storage: 15-25% of machinery cost
- Electrical installation and transformers: 8-12% of machinery cost
- Laboratory equipment and quality testing: Rs. 5-10 lakhs
- FSSAI licensing and regulatory compliance: Rs. 2-5 lakhs
- Working capital for 3 months operations: 25-35% of total project cost
Operating Expenses:Raw materials constitute 60-70% of manufacturing costs, with electricity for refrigeration, labor, packaging materials, and maintenance making up the balance. Profit margins typically range from Rs. 16-18 per liter including labor and electricity costs.
The cost structure varies regionally—Maharashtra plants typically face higher real estate and labor costs compared to Gujarat or Tamil Nadu facilities. However, these locations might offset higher fixed costs through better market access and logistics efficiency.
Ice cream manufacturing unit setup costs in Maharashtra vary by location, with Pune and Nashik MIDC areas offering more competitive real estate compared to Greater Mumbai. Gujarat's Ahmedabad and Rajkot regions provide cost advantages through lower utility costs and available skilled labor at competitive wages.
Compliance and FSSAI Requirements for Ice Cream Manufacturing
Operating an ice cream plant in India requires strict adherence to Food Safety and Standards Authority regulations covering product composition, manufacturing practices, hygiene standards, and labeling requirements.
Product Composition Standards:
Ice cream must contain minimum 10% milk fat, 36% total solids, and 3.5% protein, with maximum 5% starch permitted. Medium-fat and low-fat ice cream variants have proportionally lower fat requirements but must be clearly labeled. Emulsifiers and stabilizers are permitted up to 0.5% by weight.
Microbiological Standards:
Plants must conduct monthly microbiological testing for coliform, E. coli, and Salmonella, maintaining comprehensive test records. Total plate count must not exceed 100,000 CFU per gram. Regular testing protocols ensure products meet safety standards and protect consumer health.
Licensing Requirements:
FSSAI licenses are categorized by annual turnover: Basic (up to Rs. 12 lakhs), State (Rs. 12 lakhs to Rs. 20 crores), and Central (above Rs. 20 crores), with respective application fees and annual renewal requirements. License applications require detailed plant layouts, equipment specifications, water testing reports, and manufacturing process descriptions.
Facility Requirements:
Manufacturing premises must meet structural and hygienic requirements including:
- Separate areas for raw material storage, processing, packaging, and finished goods
- Personnel hygiene facilities with hand-washing stations
- Pest control measures and regular sanitation
- Adequate ventilation and lighting in production areas
- Food-grade materials for all product contact surfaces
Water quality represents another critical compliance area. Ice cream manufacturing requires potable water meeting Bureau of Indian Standards specifications. Plants must install appropriate water treatment systems—typically involving filtration, softening, and UV disinfection—with regular testing to verify quality maintenance.
FSSAI now requires allergen declaration (nuts, milk, gluten) in bold on labels. Documentation and traceability systems enable plants to track raw materials from source to finished product batches and final distribution.
How System Engineering Supports New Ice Cream Plants
Establishing a new ice cream manufacturing facility requires selecting the right machinery and ensuring proper installation for optimal performance. Specialized dairy equipment manufacturers like us provide you comprehensive support from equipment selection through commissioning, helping business owners build efficient, reliable production lines for small to medium-scale ice cream operations.
Complete Equipment Solutions:
Dairy equipment suppliers offer integrated machinery packages designed specifically for ice cream production, including:
- Core Processing Equipment: Pasteurizers, homogenizers, ageing tanks, continuous freezers, and hardening tunnels selected to match your production capacity
- Supporting Systems: Mix preparation tanks, ingredient dosing systems, refrigeration units, and compressed air systems
- Quality Materials: Food-grade stainless steel (SS304/SS316) construction meeting hygiene standards
- Customization Options: Equipment specifications tailored to your space constraints, power availability, and production requirements
Technical Consultation Services:
Experienced equipment manufacturers provide valuable technical guidance throughout the project:
- Plant Layout Design: Optimizing equipment placement for efficient workflow, minimal material handling, and operator safety within your available space
- Capacity Planning: Right-sizing equipment based on your production targets, shift patterns, and future expansion plans
- Process Parameters: Recommending optimal temperature, pressure, and timing settings for your specific product formulations
- Utility Requirements: Calculating electrical loads, water consumption, refrigeration capacity, and compressed air needs
Installation and Commissioning:
Professional installation services ensure equipment operates correctly from day one:
- On-Site Installation: Experienced technicians install and integrate all processing equipment, piping systems, and utility connections
- Testing and Calibration: Verifying that each machine operates within specified parameters and safety interlocks function properly
- Trial Production Runs: Running actual product through the complete line to identify and resolve any operational issues
- Documentation: Providing equipment manuals, maintenance schedules, and operating procedures
The installation and commissioning phase typically spans two to four months for medium-capacity plants, depending on equipment complexity and site readiness.
Operator Training Programs:
Comprehensive training ensures your team can operate and maintain equipment effectively:
- Equipment Operation: Hands-on training covering startup procedures, normal operation, shutdown protocols, and emergency procedures for each machine
- Process Control: Teaching critical process parameters like pasteurization temperatures, homogenization pressures, freezing rates, and overrun adjustment
- Basic Troubleshooting: Identifying common operational problems and implementing corrective actions
- Preventive Maintenance: Daily, weekly, and monthly maintenance tasks to maximize equipment reliability and lifespan
Regional Service Availability:
Regional support availability matters significantly during early operations when questions and issues arise frequently. Dairy equipment manufacturers with established presence in Maharashtra, Gujarat, and Tamil Nadu offer distinct advantages:
- Faster Response Times: Local service technicians can reach your facility within hours rather than days
- Spare Parts Availability: Regional warehouses stock commonly needed components for immediate replacement
- Technical Support: Engineers familiar with local conditions who can provide guidance via phone or site visits
- Ongoing Consultation: Assistance with production optimization, efficiency improvements, and capacity upgrade
Conclusion: Building Success in India's Growing Ice Cream Market
Understanding how ice cream is manufactured from raw milk reception through pasteurization, homogenization, ageing, freezing, and packaging provides the foundation for successful plant operation and informed investment decisions. India's ice cream industry presents substantial opportunities for entrepreneurs and established dairy processors, particularly in the thriving markets of Maharashtra, Gujarat, and Tamil Nadu where robust infrastructure, skilled workforce availability, and strong consumption demand converge.
Success in ice cream manufacturing requires more than just installing the right machinery. It demands attention to product quality through proper formulation and process control, regulatory compliance with FSSAI requirements, operational efficiency to control costs, and continuous innovation to meet evolving consumer preferences.
Whether establishing a small 500 liter per hour plant or a large automated facility processing thousands of liters daily, the principles remain consistent: source quality ingredients, maintain hygienic practices, control processes precisely, and deliver products that delight consumers. The ice cream manufacturing process outlined in this guide provides technical knowledge needed to evaluate project opportunities, communicate effectively with equipment suppliers and engineering consultants, and make informed decisions about plant design and operations.
As India's appetite for quality ice cream continues growing, well-planned and efficiently operated manufacturing facilities will find ample opportunities to build successful, profitable businesses while delivering frozen delights that bring joy to millions of consumers across the country.
Key Takeaways:
- Ice cream manufacturing involves seven critical stages: reception/standardization, pasteurization, homogenization, ageing, freezing, packaging, and hardening
- FSSAI regulations mandate specific composition requirements distinguishing ice cream from frozen desserts
- Regional manufacturing hubs in Maharashtra, Gujarat, and Tamil Nadu offer distinct advantages
- Plant setup costs range from Rs. 50 lakhs to Rs. 12+ crores depending on capacity and automation
- Proper equipment selection and process control are crucial for product quality and profitability
Ready to Start Your Ice Cream Manufacturing Journey?
📋 Request customized plant layouts for your specific capacity requirements
📞 Book a technical consultation with experienced dairy processing specialists
Contact our team today to discuss your project vision and receive expert guidance on establishing a successful ice cream manufacturing facility tailored to India's dynamic market opportunities.
Talk to our ice cream process team