Milk Pasteurization: Definition, Process, Temperature & Standards in India
Every day, millions of Indians consume pasteurized milk without fully understanding the sophisticated process that makes it safe for direct consumption. Whether you're a dairy plant owner planning to invest in pasteurization equipment, a project engineer designing a new facility, or a quality assurance manager ensuring compliance with safety standards, understanding exactly how pasteurization of milk works is essential for your operations and business success.
Pasteurization represents one of the most significant food safety advances in human history, protecting consumers from dangerous pathogens while preserving milk's nutritional value and extending its shelf life. For dairy processors across India, proper pasteurization isn't just about regulatory compliance with FSSAI standards—it's about delivering safe, quality products that build consumer trust and protect public health. This comprehensive guide explores the science, standards, equipment, and best practices behind milk pasteurization, providing the technical knowledge you need to optimize your dairy processing operations.

Why Pasteurization Matters for Milk Processing
Raw milk can harbor dangerous pathogenic microorganisms, including Salmonella, E. coli, Listeria monocytogenes, Campylobacter, and Mycobacterium bovis (the bacterium causing bovine tuberculosis). These pathogens pose serious health risks, particularly to children, elderly individuals, pregnant women, and immunocompromised persons. Pasteurization effectively eliminates these threats while maintaining milk's nutritional integrity and sensory qualities.
The process derives its name from French scientist Louis Pasteur, who in the 1860s demonstrated that heating wine to specific temperatures could prevent spoilage without compromising quality. Scientists later applied these principles to milk, revolutionizing dairy safety. Before widespread pasteurization adoption, milk-borne diseases, including tuberculosis, typhoid fever, and diphtheria, caused thousands of deaths annually. Today, pasteurization has virtually eliminated these risks in countries with robust dairy processing standards.
For dairy plant operators and food processing entrepreneurs in India, pasteurization serves multiple critical functions beyond pathogen elimination. It significantly reduces spoilage organism counts, extending refrigerated shelf life from mere hours for raw milk to 14-21 days for properly pasteurized products. This extended shelf life enables broader distribution networks, reduces waste, and improves economic viability for dairy businesses serving urban and semi-urban markets across Maharashtra, Gujarat, Tamil Nadu, and other major consumption regions.
Understanding pasteurization fundamentals helps plant managers make informed decisions about equipment investments, process parameters, and quality control systems that ensure both regulatory compliance and optimal product quality.
What is Pasteurization of Milk: Definition & Objectives
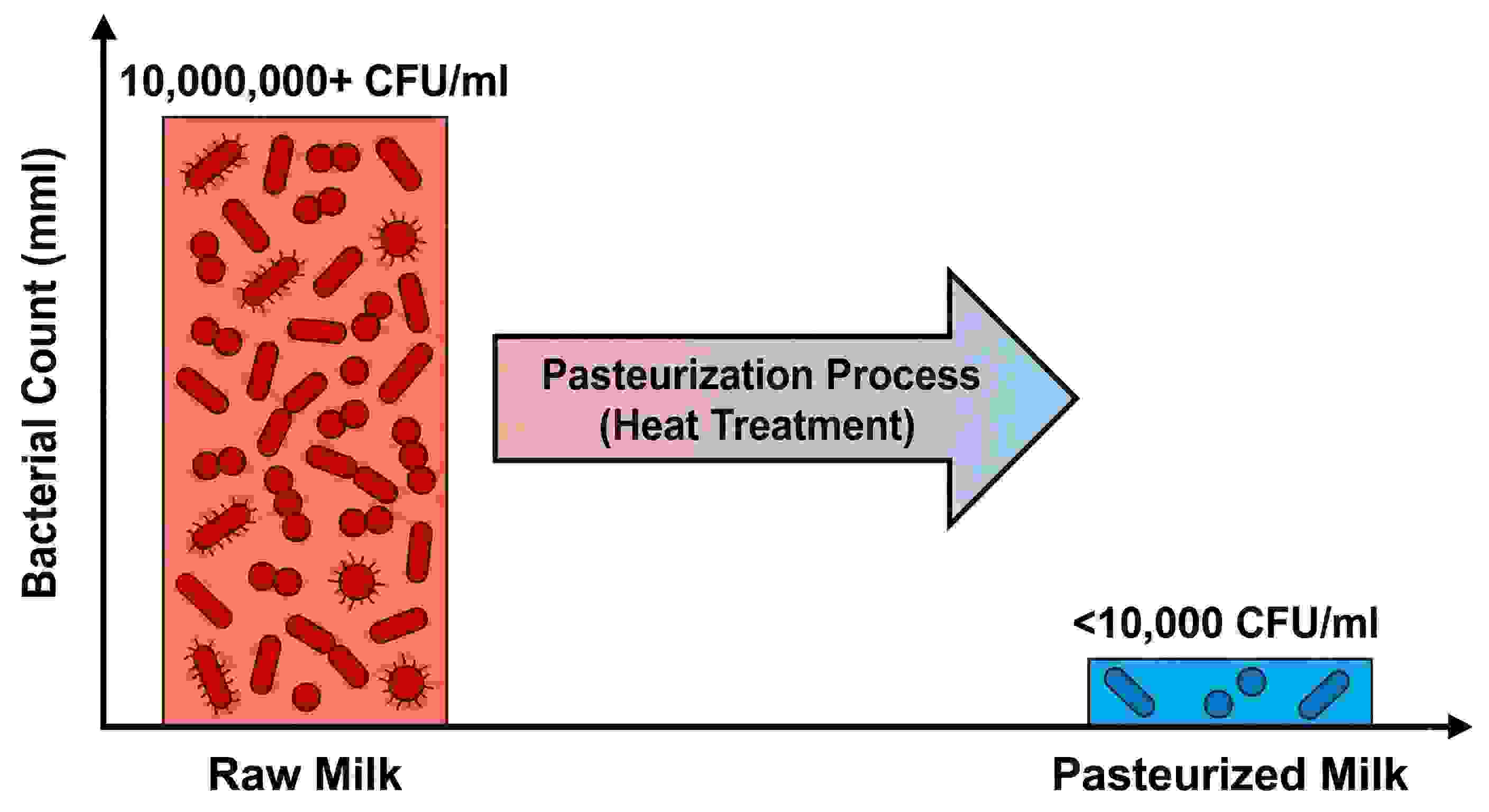
Pasteurization is the controlled heating of milk to specific temperature-time combinations that effectively destroy pathogenic microorganisms and significantly reduce spoilage bacteria, followed by rapid cooling to refrigeration temperatures. The process operates on the principle that harmful bacteria exhibit specific heat resistance characteristics—when exposed to particular temperatures for defined durations, their populations reduce to levels that pose negligible health risks.
The primary objectives of milk pasteurization include:
Safety Assurance: Eliminating pathogenic bacteria that cause foodborne illnesses, ensuring milk is safe for human consumption without further heat treatment.
Shelf Life Extension: Reducing spoilage organism populations that cause off-flavors, texture deterioration, and premature product degradation, thereby extending refrigerated storage life.
Quality Preservation: Maintaining milk's nutritional composition, including proteins, calcium, vitamins, and minerals, while minimizing changes to flavor and sensory characteristics.
Enzyme Inactivation: Destroying or significantly reducing the activity of endogenous enzymes like lipase and protease that contribute to quality degradation during storage.
Regulatory Compliance: Meeting mandatory heat treatment standards established by food safety authorities, including FSSAI in India and international bodies like Codex Alimentarius.
The fundamental concept underlying pasteurization effectiveness is logarithmic microbial reduction. International regulatory agencies require pasteurization processes to achieve at least a five-log reduction of target pathogens, meaning the process must reduce pathogen populations to one hundred-thousandth of their original levels. For example, if raw milk contained one million pathogenic bacteria per milliliter, proper pasteurization would reduce this to ten organisms or fewer—well below infectious dose levels.
This scientifically validated approach balances microbial safety with quality preservation, making pasteurization the gold standard for dairy processing worldwide.
.jpeg)
-compressed.jpeg)
Standard Methods and Temperature-Time Combinations
Pasteurization encompasses several standardized methods, each utilizing different temperature-time combinations to achieve the required pathogen reduction. The choice between methods depends on production scale, product characteristics, equipment availability, and operational considerations.
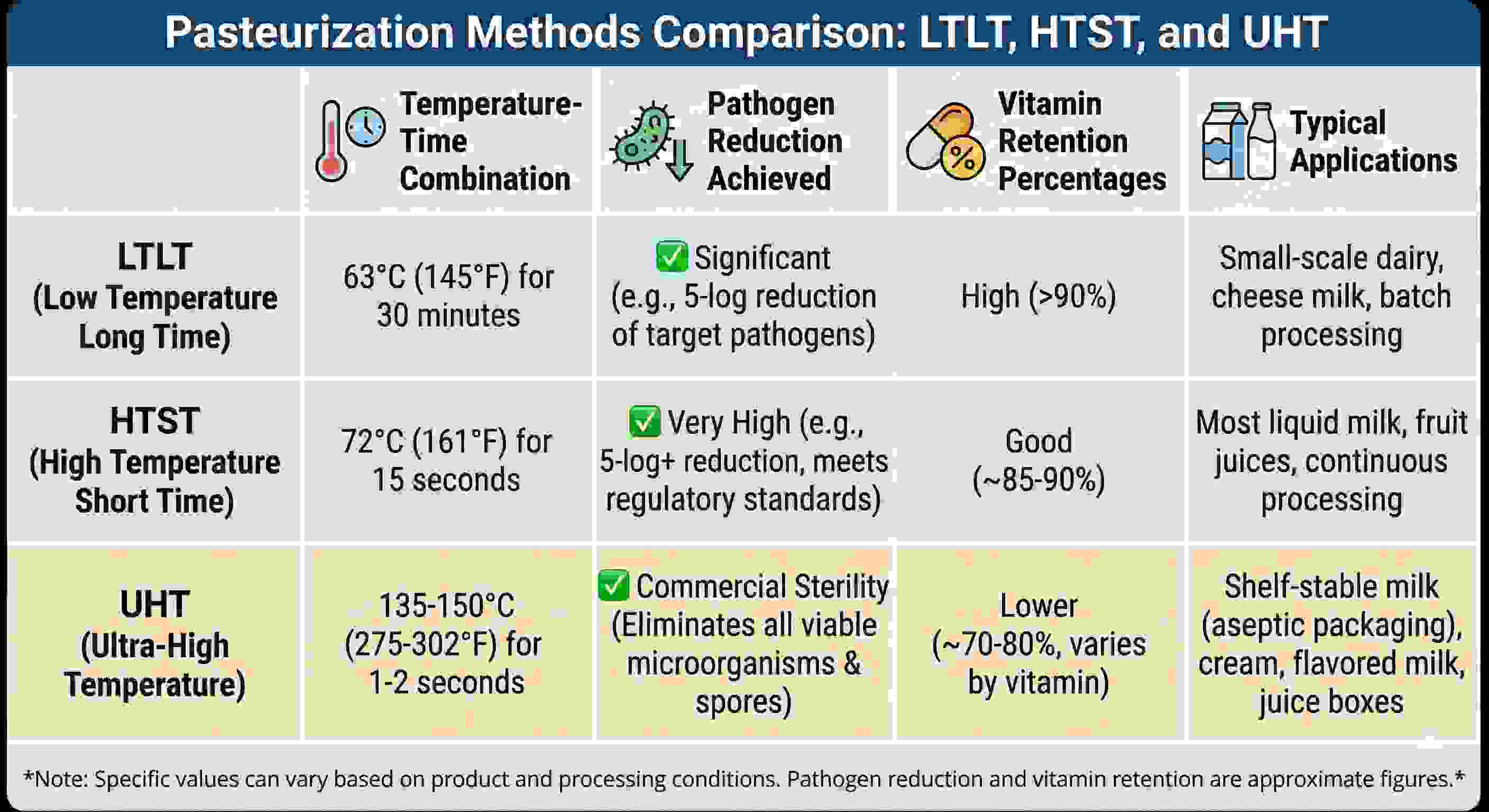
Low Temperature Long Time (LTLT) Pasteurization
LTLT, also known as batch or vat pasteurization, heats milk to 63°C and maintains this temperature for 30 minutes before rapid cooling to 4°C or below. This method represents the original pasteurization approach, suitable for small-scale operations and specialty products where batch processing is economically viable.
The extended holding time allows thorough heat penetration throughout the milk volume, making LTLT particularly effective for high-fat products or those containing added ingredients that might interfere with heat transfer. The process typically uses jacketed vats with agitation systems, ensuring uniform temperature distribution. While LTLT requires longer processing times and higher labor inputs compared to continuous methods, it offers simplicity and lower capital investment for small dairy plants processing limited volumes.
High Temperature Short Time (HTST) Pasteurization
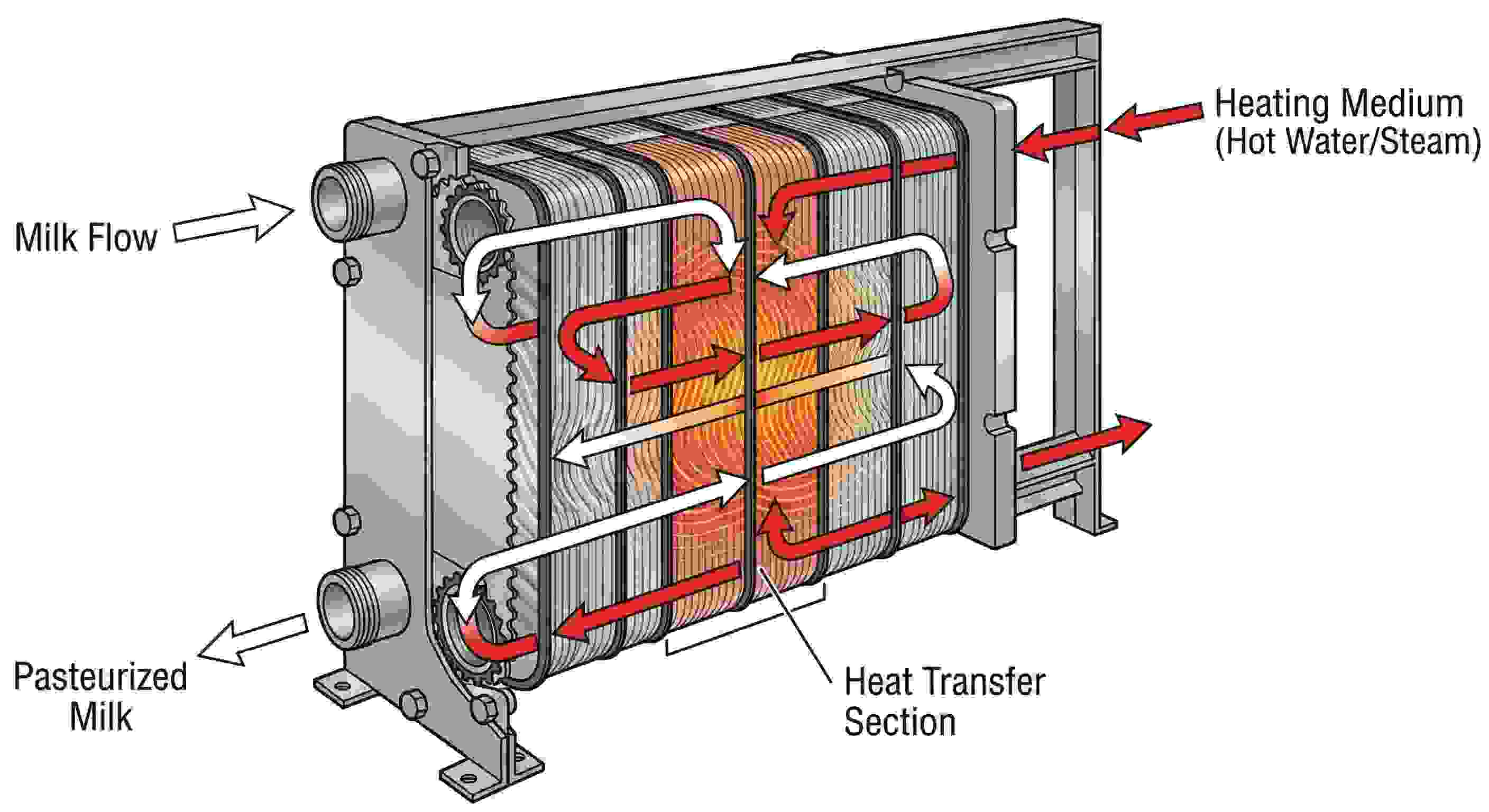
HTST, commonly called flash pasteurization, represents the most widely used commercial method for fluid milk processing. The process heats milk to at least 72°C (typically 72-74°C in practice) and holds it at this temperature for 15 seconds (commercially often 15-20 seconds) before immediate cooling.
HTST systems use continuous flow plate heat exchangers, where thin layers of milk pass between stainless steel plates while steam or hot water flows in adjacent channels. This design provides efficient heat transfer, a compact equipment footprint, and excellent temperature control—critical factors for large-scale dairy operations. The rapid heating and cooling minimize thermal damage to milk proteins and vitamins, preserving nutritional quality and sensory characteristics better than prolonged heating methods.
Most modern dairy plants across India, particularly those in Pune, Nashik, Mumbai, Ahmedabad, and Coimbatore, prefer HTST systems for their balance of efficiency, product quality, and regulatory compliance. A properly calibrated HTST system can process thousands of liters hourly while maintaining precise temperature control and generating comprehensive documentation for FSSAI compliance audits.
For dairy plants evaluating different approaches, understanding the differences between continuous and batch pasteurization systems helps determine the optimal solution for your production requirements and quality objectives.
Ultra High Temperature (UHT) Processing
While technically distinct from conventional pasteurization, UHT processing deserves mention as an alternative heat treatment option. UHT heats milk to 135-140°C for 2-5 seconds, achieving commercial sterility that enables room-temperature storage for months in aseptic packaging.
UHT processing destroys essentially all vegetative microorganisms and bacterial spores, eliminating refrigeration requirements until package opening. However, the extreme temperatures cause more pronounced changes in milk flavor (producing a slight cooked taste) and can affect protein structure more significantly than HTST pasteurization. UHT finds particular applications in regions with limited cold chain infrastructure and for products requiring extended shelf stability.
For most applications in established dairy markets with robust cold chain systems, HTST pasteurization offers superior sensory quality while providing adequate shelf life for efficient distribution and consumer use.
Why Temperature-Time Precision Matters: Safety, Shelf Life, and Nutritional Impact
The relationship between pasteurization temperature, holding time, and microbial inactivation follows precise mathematical principles. Pathogenic bacteria exhibit characteristic D-values (decimal reduction times) and Z-values (temperature coefficients) that determine how quickly they die at specific temperatures. These kinetic parameters form the scientific foundation for establishing regulatory pasteurization standards.
Coxiella burnetii, the organism causing Q fever, was historically considered the most heat-resistant non-spore-forming pathogen in milk. However, certain strains of Listeria monocytogenes can exhibit similar or even greater thermal resistance. Pasteurization standards are designed to ensure at least a five-log reduction of these target organisms, with safety margins built into commercial processing parameters.
Consequences of Under-Pasteurization:
Insufficient temperature or inadequate holding time allows pathogenic bacteria to survive, creating serious public health risks. Even slight deviations from required parameters—heating to only 70°C instead of 72°C, or holding for 12 seconds instead of 15—can result in inadequate pathogen destruction. Surviving organisms can multiply during refrigerated storage, potentially reaching dangerous levels before products reach consumers.
Quality control failures resulting in under-pasteurization have caused foodborne disease outbreaks, product recalls, regulatory actions, and severe reputational damage to dairy businesses. This underscores the critical importance of proper equipment calibration, regular validation, and comprehensive monitoring systems.
Effects of Over-Pasteurization:
Conversely, excessive heating beyond required parameters can negatively impact product quality without providing additional safety benefits. Higher temperatures or extended holding times denature whey proteins more extensively, producing cooked flavors that consumers find objectionable. Protein denaturation also affects milk's functional properties for cheese making and yogurt production.
Heat-sensitive vitamins including thiamin (B1), riboflavin (B2), and ascorbic acid (C) degrade more rapidly at elevated temperatures. While standard HTST pasteurization causes minimal vitamin losses (typically less than 10 percent for most nutrients), excessive heating increases these losses unnecessarily. This consideration matters particularly for fortified milk products where vitamin content represents a key quality attribute and marketing claim.
The optimal pasteurization process achieves required pathogen reduction while minimizing thermal effects on nutritional and sensory quality—a balance that proper equipment selection, process control, and operator training help maintain.
Common Myths: Do You Need to Boil Pasteurized Milk Again?
A persistent question among Indian consumers concerns whether pasteurized milk requires boiling before consumption. This practice, deeply ingrained in Indian household traditions from generations of using raw milk, continues despite widespread availability of commercially pasteurized products. Understanding the facts helps both consumers and dairy processors communicate accurate information about product safety.
Expert Consensus: Boiling Pasteurized Milk is Unnecessary
Food safety experts and dairy technologists consistently state that properly pasteurized milk from reputable brands does not require boiling. As dairy technologist Sanjeev Tomer explains, packaged milk undergoes processing and pasteurization that removes impurities and bacteria, making it fit for direct consumption. The industrial pasteurization process already ensures microbiological safety through precisely controlled temperature-time combinations validated to destroy pathogens.
Dr. Saurabh Arora, founder of Food Safety Helpline, emphasizes that pasteurized milk is microbe-free, eliminating the original rationale for boiling. According to Professor Saurabh Gupta of the Food Corporation of India, boiling pasteurized milk actually lessens its shelf life rather than improving it, contrary to common belief.
FSSAI officials confirm that sealed, pasteurized milk packets are already safe for consumption, provided packaging remains intact and products are stored at proper refrigeration temperatures (not exceeding 8°C at manufacturing units and retail points). The agency recommends trusting the pasteurization process rather than routinely boiling, though brief warming for personal preference remains acceptable.
Nutritional Impact of Boiling Pasteurized Milk
Repeated boiling of already-pasteurized milk causes significant nutritional degradation. Studies document losses of up to 90 percent for heat-sensitive vitamins including thiamin (B1), cobalamin (B12), and ascorbic acid (C). These losses occur because home boiling typically involves prolonged heating at relatively lower temperatures compared to the rapid flash heating used in industrial HTST systems.
The protein denaturation from excessive heating can affect milk's digestibility and functional properties. For children and individuals with specific nutritional needs, these vitamin and protein losses can impact the overall nutritional value derived from milk consumption.
Additionally, boiling pasteurized milk represents wasteful energy consumption. Calculations for Punjab alone estimate that daily boiling of 1.2 million liters of pasteurized milk consumes approximately 36,400 kg of LPG costing Rs. 19.61 lakh—multiplied across India's major urban markets, this represents enormous economic and environmental costs providing no safety benefits.
When Might Warming Be Appropriate?
Experts acknowledge specific circumstances where gently warming pasteurized milk makes sense. If cold chain integrity is questionable—packaging appears damaged, temperature abuse is suspected, or refrigeration history is unknown—brief heating provides an additional safety margin. However, this should involve gentle warming rather than vigorous boiling.
For individuals with digestive sensitivities who find cold milk harder to digest, warming milk to body temperature (around 37°C) for 4-5 minutes provides comfort without significant nutrient degradation. This practice differs substantially from boiling milk to 100°C, which causes the most pronounced nutritional losses.
The key message for consumers: trust reputable brands, verify proper refrigeration and packaging integrity, check expiration dates, and use pasteurized milk within one to two days of opening without unnecessary boiling that diminishes its nutritional value.
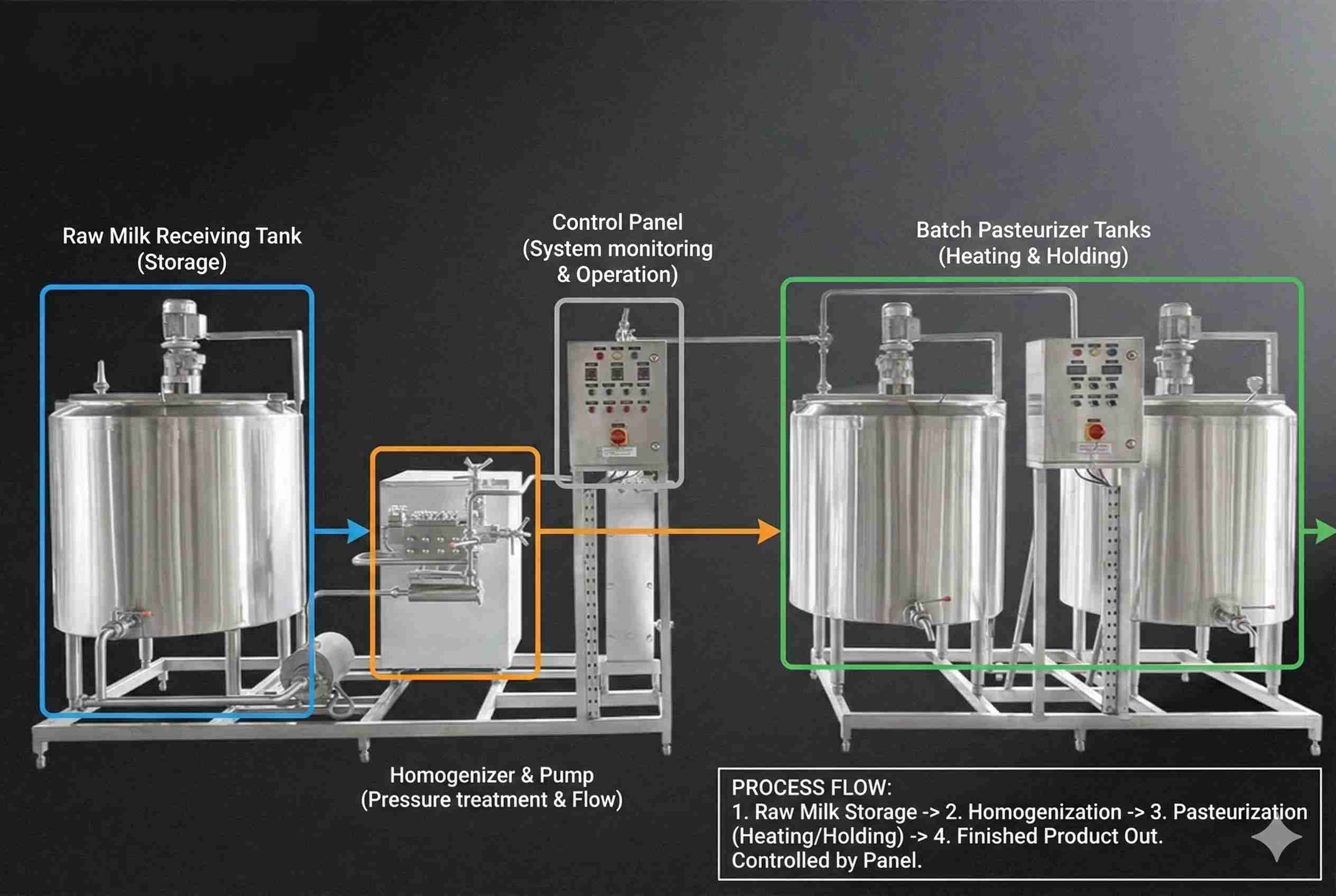
Pasteurization in Dairy and Ice Cream Plants: Integration with Downstream Processing
Pasteurization represents just one stage in comprehensive dairy processing operations. Understanding how pasteurization integrates with homogenization, aging, cooling, and other processes helps plant designers and operators optimize overall system performance.
Planning a pasteurization system for your dairy plant?
SEW builds FSSAI-compliant batch and HTST pasteurization setups from Nashik. 22 years. Trusted by 70+ dairy plants across India.
Get Equipment Specs & Quote → | Call +91 8007865449
The Role of Homogenization After Pasteurization
In most milk and ice cream processing lines, homogenization immediately follows pasteurization while milk remains hot (typically around 69-72°C). This temperature enhances homogenization efficiency, as elevated temperatures reduce milk viscosity and facilitate fat globule breakup under high pressure.
Homogenization breaks large fat globules into microscopic particles typically less than 1 micron in diameter, creating a stable emulsion that prevents cream separation during storage. SEW's SE-Titan HP Homogenizer is designed for exactly this integration in dairy processing lines. This process significantly improves product appearance, texture, and consumer acceptance. For ice cream production, homogenization also enhances air incorporation during freezing and contributes to smooth, creamy texture in the finished product.
The integration of pasteurization and homogenization equipment requires careful system design ensuring proper flow rates, pressure coordination, and temperature control throughout the continuous process. Modern dairy plants use programmable logic controllers (PLCs) to automate these interconnected processes, maintaining optimal parameters while minimizing operator intervention.
Plant engineers designing new facilities benefit from understanding how to choose the right homogenizer machine for integration with pasteurization systems, ensuring equipment specifications match production capacity and quality objectives.
Post-Pasteurization Processing for Ice Cream
Ice cream mix processing exemplifies the complexity of integrating pasteurization with multiple downstream operations. After pasteurization and homogenization, ice cream mix enters aging tanks where it cools to 4-6°C and rests for 4-24 hours. This aging period allows fat crystallization, stabilizer hydration, and flavor development—all critical for producing high-quality frozen products.
The aged mix then proceeds to continuous freezers where it's partially frozen while incorporating air, creating the characteristic texture consumers expect. Throughout this multi-stage process, maintaining proper temperatures, preventing contamination, and ensuring ingredient functionality depend fundamentally on effective initial pasteurization.
The distinction between homogenizers and high-speed mixers becomes important when specifying equipment for ice cream plants, as both types serve different but complementary roles in processing pasteurized mix into finished frozen products.
Value of Integrated Turnkey Solutions
For dairy plant owners and project engineers planning new facilities or expanding existing operations, integrated turnkey solutions offer significant advantages over piecemeal equipment procurement. Comprehensive system design ensures compatibility between pasteurization equipment, homogenizers, storage tanks, cooling systems, and packaging lines—eliminating interface problems that can compromise product quality or create operational bottlenecks.
Turnkey project providers handle equipment specification, procurement, installation, commissioning, and operator training as unified services. This integrated approach typically accelerates project timelines, reduces coordination challenges, and delivers fully functional production lines ready for commercial operation. For complex installations like ice cream or beverage plants where pasteurization represents just one component of sophisticated processing systems, turnkey execution significantly reduces project risks.
Equipment suppliers with experience in India's dairy industry understand regional challenges including power quality variations, water treatment requirements, local maintenance capabilities, and regulatory compliance standards. This localized expertise adds substantial value beyond simply supplying equipment to specifications.
Regulatory and Safety Standards for Indian Dairy Industry
Operating a compliant pasteurization facility in India requires understanding and implementing standards established by the Food Safety and Standards Authority of India (FSSAI) and related regulatory bodies. These regulations ensure public health protection while enabling dairy businesses to operate within clear, science-based frameworks.
FSSAI Requirements for Milk Pasteurization
FSSAI regulations permit milk to be subjected to various heat treatments including pasteurization, boiling, sterilization, or ultra-high temperature treatment. While the regulations acknowledge these different methods, they defer to established standards from bodies like the Bureau of Indian Standards (BIS) for specific technical parameters.
For packaged milk sold in India, law requires all standardized liquid milk to be pasteurized, with each particle heated to 71.5°C for 15 seconds or an equivalent time-temperature combination, followed by immediate cooling to below 10°C. This standard aligns with international HTST pasteurization requirements and reflects the scientifically validated parameters needed to destroy target pathogens.
FSSAI's proposed microbiological standards for dairy products include specific limits for total viable counts, coliforms, E. coli, and other indicators. Pasteurized milk must be stored at manufacturing units and retail points ensuring temperatures do not exceed 8°C, as recommended in IS 13688:1999. These storage requirements recognize that pasteurization alone cannot ensure safety—proper refrigeration throughout the cold chain is equally critical for maintaining product quality and preventing microbial growth.
Milk Composition Standards
FSSAI establishes minimum composition standards for different milk categories. The fat and solids-not-fat (SNF) content varies by species (buffalo, cow, goat, sheep, camel) and product type (full cream, toned, double toned, skimmed). These standards ensure consumers receive products with expected nutritional characteristics while preventing economically motivated adulteration.
Total urea content in milk must not exceed 700 ppm—a provision designed to detect adulteration with synthetic urea sometimes added to fraudulently increase apparent protein content in diluted milk. Such safeguards protect both consumers and honest dairy businesses competing in a market where adulteration historically posed significant challenges.
Documentation and Record Keeping
Regulatory compliance requires comprehensive documentation of pasteurization processes, including continuous temperature recording, flow rate monitoring, product batch tracking, and quality testing results. Modern HTST systems incorporate automated data logging that captures all critical control points, providing the documentation trail FSSAI inspectors review during facility audits.
Temperature recording charts or electronic data must be maintained for specified periods (typically several years) to demonstrate consistent process control and enable traceability in case of quality investigations or consumer complaints. This documentation serves multiple purposes: regulatory compliance verification, internal quality management, and legal protection if safety questions arise.
Labeling Requirements
FSSAI's Food Safety and Standards (Packaging and Labeling) Regulations, 2011 specify information that must appear on pasteurized milk packaging, including product name, ingredient list, nutritional information, net quantity, date of manufacture and expiration, storage instructions, manufacturer details, and FSSAI license number.
Proper labeling ensures consumers receive accurate information about product composition, safety, and proper handling. For dairy businesses, compliance with labeling requirements protects against regulatory penalties while building consumer trust through transparency.
Operator Competency and Facility Standards
Beyond equipment and processes, FSSAI requires dairy facilities to maintain hygienic premises, properly trained personnel, adequate water quality, and appropriate waste management systems. These broader requirements recognize that pasteurization effectiveness depends not only on the heat treatment itself but on overall facility management and operational practices.
Plant operators should undergo training in food safety principles, Good Manufacturing Practices (GMP), and specific pasteurization process control. Many equipment suppliers and industry associations offer training programs helping dairy businesses develop the competent workforce necessary for consistent quality production.
Conclusion and Actionable Takeaways for Plant Owners and Engineers
Pasteurization represents the cornerstone of safe milk processing, protecting public health while enabling dairy businesses to deliver nutritious products to consumers across India's vast markets. Understanding how pasteurization of milk works—from the underlying science of microbial heat destruction through practical considerations of equipment selection, process control, and regulatory compliance—empowers dairy professionals to make informed decisions that balance safety, quality, and operational efficiency.
Critical Success Factors for Effective Pasteurization:
Temperature-Time Precision: Implement robust control systems maintaining HTST parameters (72°C for 15 seconds minimum) or LTLT requirements (63°C for 30 minutes) with minimal variation and comprehensive recording.
Equipment Quality: Invest in properly designed plate heat exchangers with adequate capacity, regeneration sections for energy efficiency, and sanitary construction facilitating cleaning and maintenance.
Validation and Testing: Establish routine alkaline phosphatase testing for rapid pasteurization verification, supplemented by periodic microbiological testing confirming process effectiveness and product safety.
Hygienic Handling: Maintain strict sanitation protocols for all post-pasteurization equipment and processes, preventing recontamination that undermines pasteurization benefits.
Integration with Downstream Processes: Consider pasteurization within the broader processing system, ensuring compatibility with homogenization, aging, packaging, and other operations required for your product portfolio.
Regulatory Compliance: Stay current with FSSAI requirements covering process parameters, microbiological standards, documentation, labeling, and facility operations, implementing systems that demonstrate consistent compliance.
Operator Training: Develop workforce competency in pasteurization principles, equipment operation, quality testing, troubleshooting, and food safety practices through comprehensive training programs.
Checklist for Dairy Plant Managers:
✓ Pasteurization equipment properly calibrated and validated for target temperature-time combinations
✓ Continuous temperature and flow recording systems functioning and documented
✓ Alkaline phosphatase testing performed daily with results within acceptable limits
✓ Microbiological testing program established with documented results
✓ Rapid cooling systems maintaining product below 4°C post-pasteurization
✓ CIP protocols implemented and validated for effectiveness
✓ Staff trained in pasteurization principles and GMP practices
✓ FSSAI license current with all required documentation maintained
✓ Emergency procedures established for equipment failures or parameter deviations
✓ Preventive maintenance schedule followed for all critical equipment
Moving Forward: Comprehensive Solutions for Dairy Success
Whether you're establishing a new dairy plant, upgrading existing pasteurization equipment, or expanding capacity to meet growing demand, success requires more than simply purchasing a pasteurizer. It demands integrated thinking about raw milk quality, processing parameters, quality control systems, downstream equipment compatibility, and operational practices that collectively deliver safe, high-quality products consumers trust.
Consider partnering with experienced equipment suppliers offering comprehensive solutions—not just machinery but also technical consultation on system design, installation support, commissioning assistance, operator training, and ongoing service. These partnerships accelerate project timelines, reduce technical risks, and establish the foundation for long-term operational success in India's competitive dairy market.
The pasteurization knowledge and best practices outlined in this guide provide the technical foundation for making informed decisions about your dairy processing operations. Apply these principles systematically, maintain rigorous standards, and commit to continuous improvement as you build a dairy business that consistently delivers safe, nutritious products to consumers while achieving sustainable profitability.
Ready to Optimize Your Milk Pasteurization Process?
📋 Request a technical consultation to evaluate your current process or plan new installations
📞 Call our dairy processing specialists to discuss integrated solutions for pasteurization, homogenization, and complete turnkey plant installations
Our team brings decades of experience supporting dairy plants across Maharashtra, Gujarat, Tamil Nadu, and throughout India, helping processors achieve optimal pasteurization performance while meeting FSSAI compliance requirements and quality objectives.
Frequently Asked Questions
What is the pasteurization temperature for milk?
Standard HTST pasteurization requires heating milk to at least 72°C for 15 seconds, while LTLT batch pasteurization uses 63°C for 30 minutes. Both methods effectively destroy pathogens.
Does pasteurized milk need to be boiled before drinking?
No. Properly pasteurized milk from reputable brands is safe for direct consumption without boiling. In fact, boiling pasteurized milk reduces its nutritional value without providing additional safety benefits.
What is the difference between pasteurization and sterilization?
Pasteurization uses relatively mild heat (63-72°C) to reduce pathogens while maintaining nutritional quality and requiring refrigeration. Sterilization uses higher temperatures (121-140°C) to destroy all microorganisms including spores, enabling room-temperature storage.
How long does pasteurized milk last?
Properly pasteurized and refrigerated milk typically lasts 14-21 days when stored at or below 4°C with packaging intact. Once opened, consume within 1-2 days for best quality.
Who invented pasteurization?
Louis Pasteur, a French scientist, developed the pasteurization process in the 1860s to prevent wine and beer spoilage. Scientists later adapted these principles for milk safety.
What tests verify proper pasteurization?
The alkaline phosphatase test is the standard rapid method for verifying pasteurization effectiveness. Plants also conduct microbiological testing to confirm pathogen elimination and overall product safety.
Talk to a dairy processing engineer — free 30-min consultation