Industrial Pumps: Complete Maintenance & Selection Guide 2025
Industrial pumps form the lifeblood of modern manufacturing facilities, circulating vital fluids that keep production lines running smoothly. Whether you're managing a dairy processing plant, overseeing chemical production, or maintaining a food manufacturing facility, the reliability of your pumping systems directly impacts your operational efficiency, product quality, and bottom line. Yet despite their critical role, many maintenance and operations teams face recurring challenges: unexpected failures during peak production, energy inefficiency driving up operational costs, and the complex task of selecting the right pump from hundreds of available options.
This comprehensive guide addresses these challenges head-on, providing maintenance heads, operations managers, and plant engineers with the practical knowledge needed to optimize pump selection, operation, and maintenance. By the end of this article, you'll understand how to build a reliable pump program that minimizes downtime, reduces energy consumption, and supports your facility's long-term operational goals.
What Are Industrial Pumps?
Industrial pumps are mechanical devices designed to move liquids or slurries by converting mechanical energy into hydraulic energy. Unlike their commercial counterparts used in HVAC systems or small-scale applications, industrial pumps are engineered to withstand harsh operating conditions, handle corrosive or abrasive fluids, and operate continuously for extended periods with minimal maintenance.
The fundamental distinction between industrial and commercial pumps lies in their construction and performance requirements. Industrial pumps feature robust materials of construction, precision-engineered sealing systems, and the ability to maintain consistent performance under varying process conditions. They're designed to meet stringent industry standards and can handle temperatures ranging from cryogenic levels to several hundred degrees Celsius, pressures exceeding 100 bar, and flow rates from a few liters per minute to thousands of cubic meters per hour.
In process plants, industrial pumps serve multiple critical functions: transferring raw materials from storage to processing areas, circulating cooling water, dosing chemicals with precision, managing wastewater, and ensuring consistent product delivery. Their reliability directly impacts production continuity, making them one of the most important assets in any manufacturing operation.
Major Types of Industrial Pumps
Understanding the different types of industrial pumps helps operations teams select the optimal solution for their specific application. The two primary categories are centrifugal pumps and positive displacement pumps, each with distinct operating principles and ideal use cases.
Centrifugal Pumps

Centrifugal pumps dominate industrial applications, accounting for approximately 75% of pumps installed in process plants. These pumps use a rotating impeller to impart velocity to the fluid, which is then converted to pressure as the liquid exits the pump casing. Their popularity stems from their simple design, relatively low maintenance requirements, and ability to handle large flow rates efficiently.
Within the centrifugal category, end-suction pumps offer compact installation and easy maintenance, making them ideal for general water transfer and circulation. Multistage pumps generate high pressures by using multiple impellers in series, perfect for boiler feed or reverse osmosis applications. Split-case pumps provide high flow rates with easier maintenance access, commonly used in cooling water systems and municipal water supply.
Positive Displacement Pumps
.webp)
When precise flow control or high-pressure generation is required, positive displacement pumps excel. These pumps trap a fixed volume of fluid and force it through the discharge, delivering consistent flow regardless of pressure variations.
Plunger pumps generate extremely high pressures, making them indispensable for high-pressure cleaning, hydraulic power units, and certain chemical dosing applications. Diaphragm pumps offer excellent chemical compatibility and can handle abrasive slurries without internal wear, as the diaphragm isolates the pumped fluid from the mechanical components. Screw pumps handle viscous fluids smoothly with minimal pulsation, ideal for transferring heavy oils, polymers, or food products like chocolate and syrups.
Specialty Pumps
Chemical process pumps feature specialized materials like Hastelloy, PTFE linings, or ceramic components to resist corrosive chemicals. Sanitary pumps used in food processing, dairy, and beverage industries meet strict hygienic standards with polished stainless steel surfaces, CIP (clean-in-place) compatibility, and FDA-compliant elastomers.
How to Select the Right Industrial Pump
Choosing the right industrial pump requires systematic evaluation of both process requirements and operational constraints. Making the wrong selection can lead to premature failure, excessive energy consumption, and costly downtime.
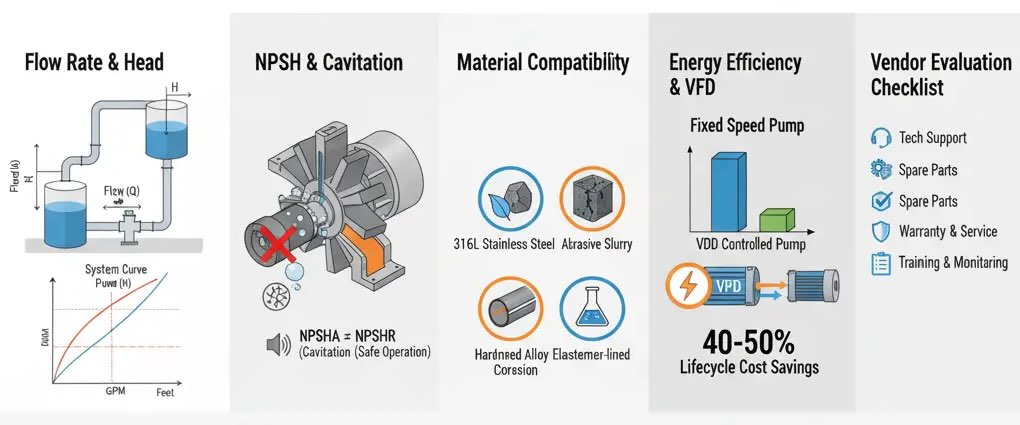
Flow Rate and Head Requirements
Begin by accurately determining your required flow rate (typically measured in cubic meters per hour or gallons per minute) and total head (the energy needed to overcome elevation changes, friction losses, and pressure requirements). A common mistake is oversizing pumps "to be safe," which actually reduces efficiency and can cause problems like cavitation, increased maintenance, and higher energy costs.
Net Positive Suction Head (NPSH)
NPSH represents the pressure available at the pump suction minus the vapor pressure of the liquid. Ensuring adequate NPSH available (NPSHA) exceeds the NPSH required by the pump (NPSHR) prevents cavitation—a destructive phenomenon that causes noise, vibration, and rapid damage to pump internals. For challenging installations with limited NPSH, consider vertical turbine pumps or special low-NPSH impeller designs.
Material Compatibility
The material of construction must resist corrosion, erosion, and chemical attack from the pumped fluid. For acidic chemicals, consider stainless steel 316L or exotic alloys. For highly abrasive slurries, hardened steel, chrome alloys, or elastomer-lined components extend service life. Food and pharmaceutical applications demand 316L stainless steel with electropolished surfaces to prevent bacterial growth.
Energy Efficiency and VFD Integration
Energy costs typically account for 40-50% of a pump's total lifecycle cost. High-efficiency motors, optimized hydraulic designs, and variable frequency drives (VFDs) dramatically reduce operational expenses. VFDs adjust pump speed to match actual demand rather than throttling flow, yielding energy savings of 30-50% in variable flow applications. When evaluating industrial pump manufacturers in India or globally, request efficiency curves and calculate lifecycle costs rather than focusing solely on initial purchase price.
Vendor Evaluation Checklist
Beyond the pump itself, assess the manufacturer's technical support capabilities, spare parts availability, warranty terms, and local service network. Key questions include: Can they provide application engineering support? What is their spare parts delivery timeframe? Do they offer remote monitoring capabilities? What training do they provide for maintenance teams?
Choosing or maintaining industrial pumps for reliable uptime?
Get practical pump selection inputs and maintenance support tailored to your process conditions.
Get Equipment Specs & Quote → | Call +91 8007865449
Key Advantages of Industrial Pumps in Modern Manufacturing
Well-selected and properly maintained industrial pumps deliver significant operational and financial benefits that extend far beyond simply moving fluids.
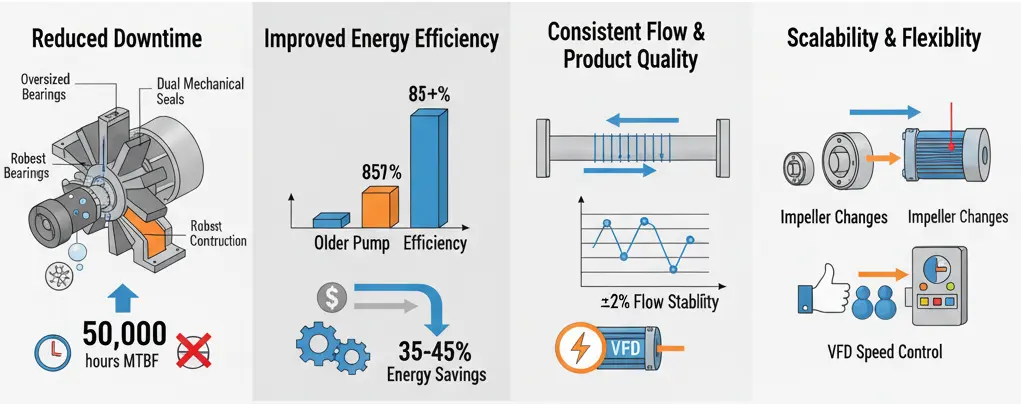
Reduced Downtime
Modern industrial pumps incorporate design features that enhance reliability: oversized bearings, dual mechanical seals with buffer fluid systems, and corrosion-resistant materials. Many maintenance heads report achieving mean time between failures (MTBF) exceeding 50,000 hours with proper installation and maintenance. This reliability translates directly to increased production uptime and reduced emergency repair costs.
Improved Energy Efficiency
The latest generation of industrial water pumps and chemical process pumps feature optimized hydraulic designs that achieve efficiencies exceeding 85%. When combined with premium efficiency motors and intelligent VFD control, facilities can reduce pumping energy consumption by 35-45% compared to older equipment. For a medium-sized processing plant spending $100,000 annually on pumping energy, this represents savings of $35,000-45,000 every year.
Consistent Flow and Product Quality
Process consistency depends on precise, stable flow delivery. Modern industrial pumps maintain flow rates within ±2% across wide operating ranges, ensuring consistent residence times, mixing ratios, and heat transfer. This precision directly impacts product quality, reducing batch variations and customer complaints.
Scalability and Flexibility
Modular pump designs allow capacity adjustments through impeller changes or VFD speed control, accommodating production increases without complete system replacement. This flexibility protects your capital investment as business needs evolve.
Maintenance and Troubleshooting Tips
A systematic maintenance program transforms pumps from potential failure points into reliable assets. The most effective approach combines preventive maintenance with emerging predictive techniques.
Preventive Maintenance Schedule
Establish a tiered maintenance program based on criticality and operating conditions:
Daily checks include visual inspection for leaks, unusual noise, vibration, or temperature. Monitor bearing temperatures using infrared thermometers, which should remain stable within 10°C of baseline readings. Check seal flush systems and ensure proper flow and pressure.
Weekly tasks involve recording operational parameters—flow, pressure, power consumption—and comparing against baseline values. Deviations of 10% or more warrant investigation. Inspect coupling alignment and check for signs of misalignment such as unusual wear patterns.
Monthly maintenance includes lubrication of bearings per manufacturer specifications, inspection of mechanical seals for weepage, and verification of VFD parameters. Review vibration trends if monitoring systems are installed.
Quarterly activities encompass detailed inspections during planned shutdowns, thermographic surveys to identify bearing issues before failure, and oil analysis for lubricated pumps to detect wear particles or contamination.
Common Failure Modes
Understanding failure patterns helps maintenance teams anticipate and prevent problems. Mechanical seal failures account for approximately 50% of pump problems, typically caused by dry running, contaminated flush fluid, or seal face damage during installation. Always verify proper seal flush flow before starting pumps and inspect seal faces for scratches or debris during installation.
Bearing failures manifest through increasing vibration levels and elevated temperatures. Root causes include contamination, inadequate lubrication, or misalignment. Establish baseline vibration signatures and investigate when readings increase by 25% or more.
Impeller wear in abrasive services gradually reduces pump performance. Monitor discharge pressure and flow rates to detect degradation, and maintain spare impellers for critical pumps to minimize downtime during changeouts.
Predictive Maintenance Trends
Advanced maintenance teams are adopting condition-based approaches that predict failures before they occur. Vibration analysis using portable or permanently mounted sensors detects imbalance, misalignment, and bearing defects weeks before catastrophic failure. Ultrasonic monitoring identifies seal leakage and bearing lubrication issues. Motor current signature analysis (MCSA) reveals rotor problems, electrical issues, and hydraulic instabilities.
These techniques reduce maintenance costs by 25-30% while improving reliability, according to recent industry studies. For a 20-pump installation, the investment in monitoring equipment typically pays for itself within two years through avoided failures and optimized maintenance scheduling.
Safety and Compliance in Pump Operations
Operating industrial pumps involves inherent hazards that demand rigorous safety protocols and compliance with regulatory standards.
Common Safety Hazards and Mitigation
Rotating equipment hazards include entanglement with couplings, shafts, or belts. Install proper guarding per OSHA requirements and never operate pumps with guards removed. Pressure hazards arise from deadheading positive displacement pumps or overpressuring piping systems. Always install properly sized relief valves and pressure gauges at the pump discharge.
Chemical exposure risks vary with the pumped fluid but can include corrosive burns, toxic inhalation, or fire hazards. Maintain current safety data sheets (SDS) accessible near each pump, and ensure personnel wear appropriate PPE. Install secondary containment or leak detection systems under pumps handling hazardous materials.
High-temperature fluids and surfaces present burn hazards. Insulate hot surfaces and post warning labels. Implement procedures requiring cooldown periods before maintenance activities.
Maintenance Lockout/Tagout Checklist
Before any maintenance work, implement proper energy isolation: de-energize and lock out electrical supply at the disconnect, close and lock isolation valves on suction and discharge, depressurize piping and drain pumped fluid, verify zero energy state with voltage tester and pressure gauge, and apply personal locks and tags per your facility's LOTO program.
Common lockout violations include assuming someone else isolated energy, failing to verify zero energy state, and inadequate communication during shift changes. These mistakes have caused numerous serious injuries and can be prevented through consistent adherence to procedures and regular training.
Future Trends in Industrial Pumps
The industrial pump industry is experiencing rapid technological evolution driven by digitalization and sustainability imperatives.
IoT-Enabled Monitoring
Smart pumps equipped with IIoT sensors continuously transmit operational data—vibration, temperature, power consumption, flow, pressure—to cloud platforms or facility SCADA systems. This connectivity enables remote monitoring of multiple sites, automated alarm notifications, and detailed performance analytics. Maintenance teams can monitor entire pump fleets from mobile devices, responding to issues before they impact production.
Smart Diagnostics and AI-Based Maintenance Scheduling
Machine learning algorithms analyze historical performance data to identify patterns preceding failures. These systems predict remaining useful life with increasing accuracy, enabling truly predictive maintenance that schedules interventions based on actual condition rather than time intervals. Some advanced systems automatically order spare parts when failure probability exceeds predetermined thresholds.
Leading industrial pump manufacturers in India and globally are embedding these capabilities directly into pump controllers, making sophisticated monitoring accessible to mid-sized facilities. The technology, once limited to large enterprises, is becoming standard equipment as sensor costs decline and computing power increases.
Sustainability and Energy Optimization
Regulatory pressure and corporate sustainability commitments are driving demand for high-efficiency industrial pumps. New designs incorporating computational fluid dynamics (CFD) optimization, magnetic bearings eliminating lubrication requirements, and advanced motor technologies push efficiency boundaries. Some manufacturers now offer "energy auditing" services that monitor existing installations and identify optimization opportunities, typically finding 20-30% reduction potential through upgrades and operational improvements.
Conclusion: Building a Reliable Pump Program
Industrial pumps represent critical infrastructure investments that profoundly impact your facility's operational performance, energy costs, and production reliability. Building a robust pump program requires attention across the entire lifecycle—from thoughtful selection considering flow requirements, material compatibility, and energy efficiency, through systematic maintenance combining preventive schedules with emerging predictive technologies, to safety-conscious operations that protect personnel and assets.
The most successful operations teams view pumps not as commodities but as integrated systems requiring engineering expertise, proactive maintenance, and continuous optimization. By applying the principles outlined in this guide, maintenance heads and operations managers can reduce downtime by 40-50%, cut energy consumption by 30-40%, and extend equipment life by years.
Whether you're specifying pumps for a new installation, troubleshooting performance issues, or optimizing an existing fleet, partnering with experienced suppliers who offer comprehensive technical support makes the difference between adequate and exceptional performance.
Ready to optimize your pumping systems? Explore our range of high-performance industrial pumps engineered for food processing, chemical, dairy, and manufacturing applications, or request a consultation with our application engineering team to discuss your specific requirements and challenges.
Get pump selection and maintenance support